Metal casting is one of the most basic yet most useful manufacturing methods available to designers. These processes involve pouring molten metal inside of a preformed mold, which becomes a finalized part when cooled. The ability to shape metal without the need for machining has allowed for the mass production of complex parts that are both durable and inexpensive. As a result, there are many processes used to cast metal, and this article will highlight the most widely used casting method, sand casting. This process uses sand to create any number of complex mold shapes, and this article will show how this process works, how it fares against other methods, and where sand casting is used in industry today.
What is sand casting, and how does it work?
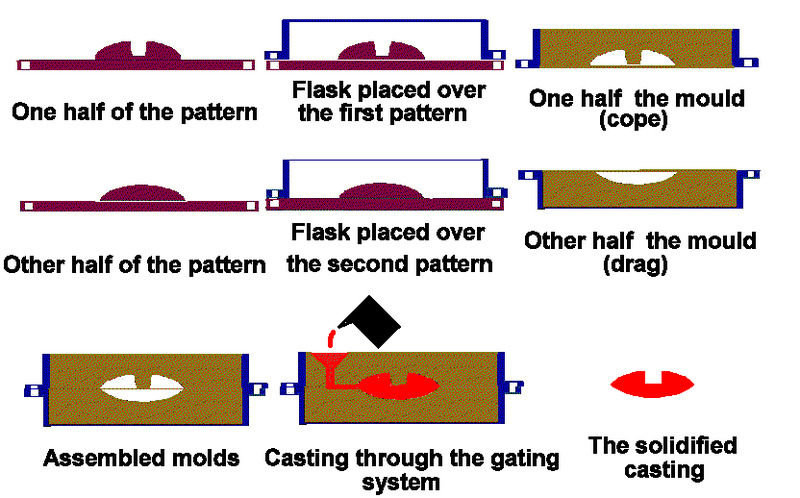
Figure 1: Basic steps in the sand casting process.
Sand casting is a casting process by which sand is used to create a mold, after which liquid metal is poured into this mold to create a part. To learn about the other forms of casting, visit our article on the types of casting processes. Sand is used in this method because it insulates well, it is relatively cheap, and it can be formed into any number of mold shapes. There are defined steps to this process (shown simplified in Figure 1), and this article will walk through each of these steps to illustrate exactly how this casting procedure is conducted.
The first step in the sand casting process involves fabricating the foundry pattern - the replica of the exterior of the casting - for the mold. These patterns are often made from materials such as wood or plastic and are oversized to allow the cast metal to shrink when cooling. They are used to create the sand mold for the final part, and can potentially be reused depending upon the pattern material. Often times, two pattern halves are separately created which provides cavities when put together (shown in Figure 1). Cores are internal mold inserts that can also be used if interior contours are needed, but are typically disposable after one casting. The type of pattern and its material is dictated not only by the desired part dimensions but also by the number of castings needed from each mold.
The second step is the process of making the sand mold(s) from these patterns. The sand mold is usually done in two halves, where one side of the mold is made with one pattern and another side is made using the other pattern (shown in Figure 1). While the molds may not always be in two halves, this arrangement provides the easiest method of both creating the mold and accessing the part, once cast. The top part of the mold is known as the “cope” and the bottom half is the “drag”, and both are made by packing sand into a container (a “flask”) around the patterns. The operator must firmly pack (or “ram”) the sand into each pattern to ensure there is no loose sand, and this can be done either by hand or by machine. After ramming, the patterns are removed and leave their exterior contours in the sand, where manufacturers can then create channels and connections (known as gates/runners) into the drag and a funnel in the cope (known as a “sprue”). These gates/runners and sprues are necessary for an accurate casting, as the runners and gates allow the metal to enter every part of the mold while the sprue allows for easy pouring into the mold.
The third main step in sand casting is clamping the drag and cope together, making a complete mold. If a core is needed for some internal contours, it would be placed into the mold before the clamping step, and any gating/runners are also checked for misalignments.
The fourth step begins when the desired final material (almost exclusively some metal) is melted in a furnace, and is then poured into the mold. It is carefully poured/ladled into the sprue of the mold, where the molten metal will conform to the cavity left by the patterns, and then left to cool completely. After the metal is no longer hot, manufacturers will remove the sand from the mold (via vibrations, waterjets, and other non-destructive means, known as “shakeout”) to reveal the rough final part.
The fifth and final step (not shown in Figure 1) is the cleaning step, where the rough part is refined to its final shape. This cleaning includes removing the gating system and runners, as well as any residual mold/core parts the remains in the final piece. The part is trimmed in areas of excess, and the surface of the casting can be sanded/polished to a desired finish. After major cleaning, each part is inspected for defects and is tested to ensure compliance with the manufacturer’s standards of quality, so that they will perform as intended in their respective applications.
Advantages and disadvantages of sand casting
The sand casting process has numerous advantages, especially over investment casting, another popular casting method (to learn more, read our article all about investment casting). This section will briefly explore why sand casting is so widely distributed in industry, as well as where it falls short as a manufacturing method.
The main advantages of using sand casting are listed below:
? Sand casting can be used to make virtually any size part from a gun trigger to an engine block – it is not restricted by the desired part size if the right mold is fabricated
? Sand casting can create very complex parts if the correct cores/gating systems are used
? The process is highly adaptable and can be implemented in the mass production of parts
? Almost all types of alloys can be cast, as long as they melt and are pourable
? The cost of the equipment is low, as it often involves just sand and reusable patterns
? The lead time to make the molds is short, making sand casting ideal for short production runs
? Sand casting has a low set-up cost and is cost-effective to modify
The main disadvantages of using sand casting are listed below:
? Sand casting creates a high degree of porosity in the metal, causing a low final part strength
? The surface finish out of the mold is poor and must be cleaned
? The dimensional accuracy of the cast parts is low due to the poor surface finish as well as the shrinkage of the metal once cooled
? Sand casting cannot prevent defects, so cleaning is mandatory and can be time-consuming
? Sand-casted parts with low tolerances must undergo some secondary machining
So while sand casting may be a cheaper alternative to investment casting and can provide much more complex shapes, it takes a lot more legwork to get the same accuracy, finish, and overall part quality.
Applications of sand casting
It is difficult to grasp how many different technologies use sand casting. Its versatility as a casting process makes it ideal for almost any complex part, and almost every modern technology benefits from this manufacturing process. Below is a list of only a few of the products which are fabricated using the sand casting process, which shows just how varied the possible applications can be.
Sand casting is used to create such products as:
? Many kinds of pistons and valves
? Blowers/impellers
? Cams, bushing, and bearings
? Electronic equipment
? Gas/oil tanks
? Most hardware
? Engine blocks
? Automobile parts
? Screws, nuts, and gears
? Agricultural machines
? Medical equipment
? Mining equipment
and much more.
Sand casting, while nowhere near as precise as investment casting, is a low-cost, low complexity manufacturing process that has repeatedly proven itself as an integral part of modern manufacturing. If investment casting is too cumbersome, or if large parts are needed, consider implementing sand casting into your production line.
ABOUT KEVA
Keva Casting is a professional casting company that focuses on Construction, Machinery, Automobile, Hardware, Pipeline and many other industries.
We provide top quality products with the best service based on our complete production chain including our own mold design, advanced production techniques, and full management of the supply chain. Keva Casting has two factories located in Zhucheng, China's Shandong province.
We use "shell molding", which is a new technique that has been developed in recent years.This new technique has simplified production procedures and reduced air pollution compared with traditional sand casting and investment casting. Shell making and core making are faster to ensure production in enormous quantities. The dimensions and surface finishing are satisfactory for all kinds of industrial requirements. Besides supplying our own formwork & scaffolding systems, our casting products also supply OEM services in various industries.